Additive manufacturing, more commonly known as 3D printing, has been around since the 1970s when methods were developed for adding material layer-by-layer to form an object generated from a 3D computer file. Over the past ten years 3D printing has rapidly grown into one of the biggest trends in industrial automation, and now you can even buy a 3D printer for your home.
Additive manufacturing is commonly underestimated as limited to plastic polymers for prototypes and testing 3D models. However, new innovations in the techniques of adding and forming material are changing the way 3D printers will impact manufacturing. Some of the cutting edge methodologies include stereolithography and laser sintering and melting.
Stereolithography
One method that has been gaining popularity is stereolithography, or SLA printing. An SLA printer uses an ultraviolet laser and a photosensitive polymer to produce the 3D objects. The process works like this:
- The ultraviolet laser pulses in a cross-section pattern of the part
- The pulses fall onto a tank of the polymer resin
- As the pulses strike the polymer, it cures from a liquid to a solid
- A platform lowers the cured layer below the surface of the liquid by a 1-layer thickness
- The laser pulses the next cross-section area onto the polymer, process repeats
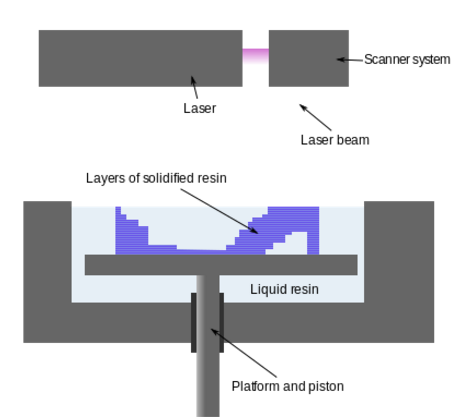
Figure 1: Vector graphic of a stereolithographic apparatus (SLA)
The computer software paired with the SLA printer takes the 3D model provided from a CAD program and slices it into thin cross-sections, anywhere from 5-10 layers/millimeter. This allows for good detail control and precision, as opposed to traditional filament fibre printers.
The finished object usually goes through an ultraviolent oven to allow it to fully cure after printing. Some of the photopolymers used have mechanical properties similar to, and sometimes surpassing, those of polypropylene and ABS plastics post-curing.
Laser Sintering & Melting
A process that is quickly becoming popular in the manufacturing industry is selective laser sintering (SLS). This process uses a powdered material instead of a plastic filament or liquid resin. The powder is exposed to a high-power laser that takes the material to just below the melting point, and the individual particles bind together forming a solid layer. The process looks something like:
- High power laser strikes a layer of material powder in shape of cross-section
- Material is heated to just below melting point, and fuses together (sintering)
- Platform is lowered, new layer of powder applied
- Process repeats
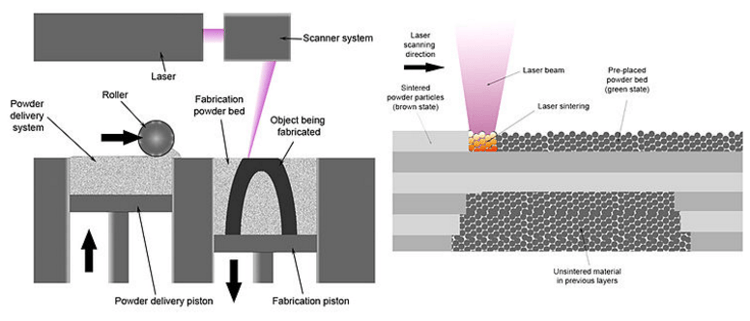
Figure 2: Vector graphic of Selective Laser Sintering process
Unlike stereolithography and other methods (i.e. filament printing), SLS printing does not require supports for the printed object. It also can be done with much more than plastics, including ceramics, glass, and most notably: metals.
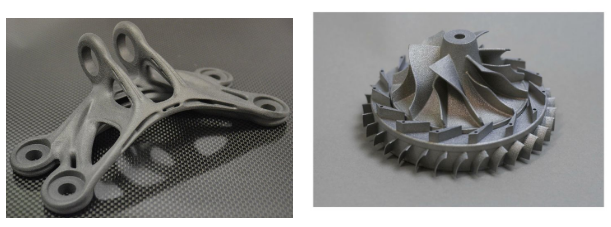
Figures 3 & 4: Examples of SLS-produced complex parts
Advantages of SLS printing include being able to produce parts with very complex geometries, some that cannot be produced with other methods like CNC machining (see above). Densities and mechanical properties of these parts are comparable, and sometimes exceed, the standards for conventionally-produced parts, like casting. The automotive and aerospace industries are also taking interest in the parts’ lightweight properties compared to traditional parts.
Some disadvantages include the surface finishes, particularly of the metal parts. Although relatively smooth, these parts require some type of finishing procedure prior to implementation. Also, because of the nature of the powder bed, parts with internal vacancies cannot be produced in a single process.
Additive Manufacturing Applications
Because SLS printing is able to make very complex parts in one cycle, parts and assemblies that used to be many complex parts can be made as one or a few parts instead. For example, Local Motors is marketing the first production car that is almost entirely 3D printed:

Figure 5: Local Motors’ LM3D Swim concept
The car is a clear example of how 3D printing will make manufacturing and other processes more concise and simplified. The car consists of roughly 50 parts, compared to other production vehicles’ 30,000+ parts. Most of these parts are the final parts used in the assembly; they aren’t molds or prototypes. Naturally, it will be much lighter, too.
The Local Motors 3D printed car was first introduced at the Internatonal Manufacturing Technology Show (IMTS) in 2014, where it was printed, assembled, and driven off the printing platform during the trade show itself. Since its debut, Local Motors has refined the process to bring the LM3D version to market.
As material science improves these process further and large printers become more available to smaller companies and labs, more complex products, like cars, will be produced in shorter time and with smaller bills of materials. Printers will be seen making end-use parts in many manufacturing and industrial fields around the world as technology continues to advance.
How can you streamline your company for the future of manufacturing?
3D printing may not be a solution for every machine builder, but the impact is already rippling across a range of manufacturing industries. At IMTS 2014, the world's first 3D printed car came to life. At IMTS 2016, what new technology will demonstrate innovative, faster, more efficient ways of manufacturing?
Find PanelShop.com at IMTS 2016 in Booth E4131!
PanelShop.com can help streamline your company to stay competitive with evolving technology. If building electrical control panels isn't at the core of your business, trust a team of experienced engineers and technicians to build high quality control panels for your next project.
PanelShop.com takes the pain out of control panels so that you can focus on your value-added processes. Call us today and we'll quote you within 48 hours.